8.12
Механика станка
8.12.1 Механизм главного движения
8.12.1.1
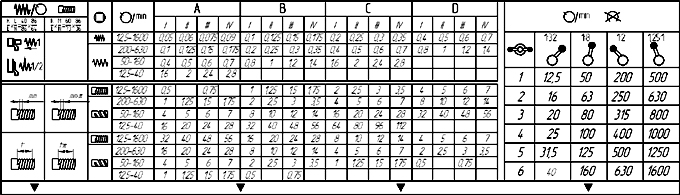
Установка числа оборотов шпинделя осуществляется двумя рукоятками 1 и 2
(рисунок 8.9) по таблице (рисунок 8.10), помещенной на шпиндельной бабке. В правой части
таблицы даны ряды чисел оборотов шпинделя в минуту при прямом вращении и указаны
положения рукояток для установки требуемого числа оборотов.
Просмотреть ближе
Рисунок 8.10 - Таблица чисел оборотов, величин
подач и шагов нарезания резьб к станкам 16К20, 16К20П,16Л20Г
Рукояткой 1 устанавливается один из четырех
рядов чисел оборотов шпинделя в соответствии с обозначением положения рукоятки,
нанесенным на таблице.
Рукояткой 2, на ступице которой нанесены цифры
от 1 до 6, устанавливается требуемое число оборотов из выбранного
ряда.
Для этого цифру, обозначающую требуемое число
оборотов по таблице, нужно совместить с вертикальной стрелкой, изображенной над
рукояткой.
Примечание
-
На рисунок 8.10 изображена таблица для основного исполнения станков с пределами числа
оборотов шпинделя в минуту 12,5—1600. Установка чисел оборотов шпинделя на
станках с другими диапазонами, поставляемых по особому заказу, производится
аналогично по таблице, помещенной на шпиндельной бабке станка.
Таблица 8.13 - Наибольший
допустимый крутящий момент на шпинделе и наибольшая допустимая мощность
|
Положение рукояток |
Прямое вращение шпинделя |
Обратное вращение шпинделя |
|
№ 1 (рису
нок 8.9) |
№ 2 (рису-
нок 8.9) |
Число
оборотов
шпинделя в
минуту |
Наибольший
допустимый
крутящий момент
на шпинделе,
кгм
. |
Наибольшая
допустимая
мощность по
указателю нагрузки
27 (рисунок 8.9),
кВт |
Число
оборотов
шпинделя
в
минуту |
Наибольший
допустимый
крутящий
момент
на
шпинделе,
кгм |
Наибольшая
допустимая
мощность по
указателю нагрузки
27 (рисунок 8.9),
кВт |
|
|
1 |
15,5 |
130 |
2,3 |
19 |
130 |
3,9 |
|
2 |
16 |
130 |
3 |
|
3 |
20 |
130 |
3,7 |
30 |
130 |
6,2 |
|
4 |
25 |
130 |
4,7 |
|
5 |
31,5 |
130 |
6 |
48 |
128 |
10 |
|
6 |
40 |
130 |
7,7 |
|
|
1 |
50 |
130 |
9,3 |
75 |
83,5 |
10 |
|
2 |
63 |
109 |
10 |
|
3 |
80 |
85,5 |
10 |
120 |
51 |
10 |
|
4 |
100 |
67 |
10 |
|
5 |
125 |
53 |
10 |
190 |
31 |
10 |
|
6 |
160 |
40,5 |
10 |
|
|
1 |
200 |
38 |
10 |
300 |
23 |
10 |
|
2 |
250 |
30 |
10 |
|
3 |
315 |
24 |
10 |
476 |
14,2 |
10 |
|
4 |
400 |
18 |
10 |
|
5 |
500 |
14,6 |
10 |
753 |
8,65 |
10 |
|
6 |
630 |
11,4 |
10 |
|
|
1 |
500 |
14,8 |
10 |
753 |
8,85 |
10 |
|
2 |
630 |
11,6 |
10 |
|
3 |
800 |
9 |
10 |
1200 |
5,35 |
10 |
|
4 |
1000 |
7 |
10 |
|
5 |
1250 |
5,55 |
10 |
1900 |
3,14 |
10 |
|
6 |
1600 |
4,18 |
10 |
|
Примечание
-
Данные в таблице приведены
для станков с пределами числа оборотов шпинделя в минуту 12,5—1600
и мощностью
электродвигателя главного привода 10 кВт (13,4
англ. л. с).
Для станков, изготовляемых по заказу, эти данные должны быть
соответственно пересчитаны. |
|
8.12.2 Установка подач
Установка величин подач осуществляется рукоятками
5 и 7 (рисунок 8.9) в соответствии со значениями, указанными в левой
верхней части таблицы (рисунок 8.10).
ВНИМАНИЕ! Табличные значения величин подач могут быть
получены только при установке
сменных шестерен
 на
станках 16К20, 16К20П, 16К20Г и на
станках 16К20, 16К20П, 16К20Г и
сменных шестерен
 на станке 16К25.
на станке 16К25.
В таблице (рисунок 8.10) даны значения величин продольных
подач.
Величина поперечной подачи составляет 1/2
продольной.
Для установки величин подач, равных удвоенным
табличным значениям, можно воспользоваться указаниями раздела 12.3.3.
8.12.3 Инструкция по
нарезанию резьб
8.12.3.1 При
отправке с завода на станках 16К20, 16К20П, 16К20Г устанавливаются сменные
шестерни с числом зубьев z=40,
z=86,
z
= 64 и шестерня с z=36,
выполняющая в данной комбинации функции проставка, а на станке 16К25 — сменные
шестерни с z=45,
z
= 86, z=72
и сменная шестерня с z
= 73, служащая проставком.
Комбинации сменных шестерен (на
станках 16К20, 16К20П, 16К20Г) и
(на станке 16К25) обеспечивают нарезание метрических и дюймовых резьб с шагами,
величины которых указаны в левой нижней части таблицы (рисунок 8.10).
Для этого рукояткой 6 надо установить
необходимый тип нарезаемой резьбы, а рукоятками 5 и 7 выбрать требуемый шаг.
Шестерни, входящие в основной набор, указаны в
разделе 8.19.5.
8.12.3.2
Установив на станках 16К20, 16К20П, 16К20Г комбинацию входящих в основной набор
сменных шестерен
 и на станке 16К25 комбинацию
и на станке 16К25 комбинацию
 ,
можно нарезать модульные и питчевые резьбы, величины шагов которых устанавливают
рукоятками 5 и 7 по таблице (рисунок 10). При этом рукоятку 6
следует переключить на соответствующий тип резьбы. ,
можно нарезать модульные и питчевые резьбы, величины шагов которых устанавливают
рукоятками 5 и 7 по таблице (рисунок 10). При этом рукоятку 6
следует переключить на соответствующий тип резьбы.
8.12.3.3
Установкой входящих в основной набор сменных
шестерен комбинации  (на
станках 16К20, 16К20П, 16К20Г) или комбинации (на
станках 16К20, 16К20П, 16К20Г) или комбинации  (на
станке 16К25) создается возможность нарезания метрических и дюймовых резьб с
шагами, равными удвоенным величинам, указанным в таблице (рисунок10). (на
станке 16К25) создается возможность нарезания метрических и дюймовых резьб с
шагами, равными удвоенным величинам, указанным в таблице (рисунок10).
Примечание
- При помощи этих комбинаций сменных шестерен аналогично описанному можно получать
величины подач, равные удвоенным табличным значениям.
8.12.3.4
Кроме вышеуказанных, в основные наборы входят сменные шестерни, обеспечивающие
нарезание дюймовых резьб с числом ниток на 1 дюйм 11 и 19.
С настройкой станка на нарезание этих резьб можно
ознакомиться в п. 8.12.3.5.
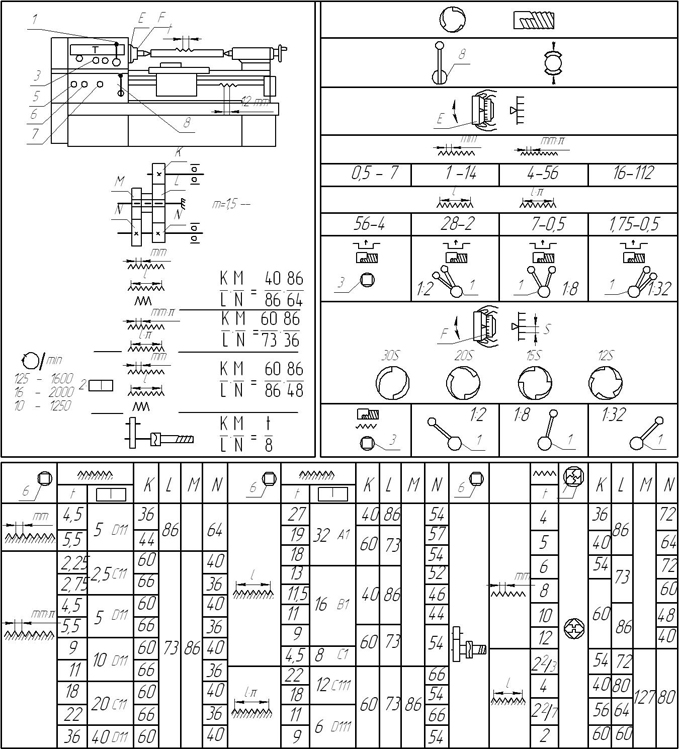
8.12.3.5 При
помощи дополнительного набора сменных шестерен, поставляемых по особому заказу,
и шестерен основного набора на станках через механизм коробки подач можно
нарезать целый ряд резьб, шаги
t
которых приведены в таблице (рисунок. 11 и 12), помещенной на внутренней стенке
дверцы кожуха сменных шестерен.
Настройка станка для нарезания этих резьб
осуществляется в соответствии с данными двух колонок, расположенных слева в
нижней части таблицы (рисунок 8.11 и 8.12).
Просмотреть ближе
Рисунок 8.11 - Таблица резьб, нарезаемых на станках
16К20, 16К20П, 16К20Г помимо указанных в таблице (рисунок 8.10)
Шестерни, указанные в таблицах (рисунок 8.11 и 8.12),
поставляются по особому заказу.
Так же, как и в описанных выше случаях, рукояткой
6 устанавливается тип резьбы. Затем в зависимости от выбранного шага £
соответствующими рукоятками устанавливается табличное значение указанное в
графе Т, и на станке в соответствии со схемой, изображенной в левой верхней
части таблицы, монтируются сменные шестерни, число зубьев которых
z
указано в графах К, L,
М, N таблицы.
Пример. Для
нарезания питчевой резьбы с шагом 11 питчей рукоятку 6 нужно поставить в
положение, соответствующее нарезанию этой резьбы, рукоятку 7 — в положение
D
и рукоятку 5 — в положение ///, что соответствует
шагу б питчей по таблице (рисунок 8.10).
На станках 16К20, 16К20П, 16К20Г следует установить
комбинацию сменных шестерен
 на
станке 16К25 комбинацию — на
станке 16К25 комбинацию — . .
8.12.3.6
Формулы подбора сменных шестерен для нарезания через механизм коробки подач
резьб, не приведенных в таблицах.
Пример. При необходимости нарезания метрической
резьбы с шагом t=18
мм нужно воспользоваться формулами, приведенными в таблице 8.14.
По таблице (рисунок 8.10) в ряду метрических резьб находим
значение шага резьбы, ближайшее к нарезаемому.
Таковыми являются
t=16
и t=20.
В нашем случае выберем, например, шаг
t=20
и подставим значения в формулы для нахождения числа зубьев
z
шестерен, которые необходимо изготовить для нарезания этой резьбы
tнар.=18,
tтабл.=20.
При вычислении чисел зубьев сменных шестерен,
требуемых для нарезания резьбы, шаг которой отсутствует в таблицах, следует
подбирать такие коэффициенты, которые позволили бы максимально использовать
шестерни, поставляемые со станками.
Так, в выкладках (1) целесообразно принять
коэффициент, равный 4, дающий возможность использовать сменные шестерни
основного набора с числом зубьев
z = 36 и
z
= 64, а в качестве промежуточной взята шестерня основного набора с числом
зубьев z
= 86.
Станки 16К20, 16К20П, 16К20Г
|
 . . |
(1) |
Станок 16К25
|
 . . |
(2) |
Таблица
8.14 - Станки 16К20, 16К20П,
16К20Г
|
Метрическая |
Дюймовая |
Модульная |
Питчевая |
|
 |
 |
 |
 |
|
Станок 16К25 |
|
|
|
 |
 |
|
tнар.
— шаг нарезаемой резьбы, мм;
tтабл.
—
табличное значение шага резьбы, ближайшее к нарезаемому |
nнар.
— число ниток на 1 дюйм нарезаемой резьбы;
nтабл.
— табличное значение резьбы, ближайшее к
nнар
|
mнар.
—
модуль нарезаемой резьбы;
mтабл.
—
табличное значение резьбы, ближайшее к
mнар. |
Pнар.
— шаг нарезаемой резьбы,
питч;
Ртаб.
—
табличное значение шага резьбы, ближайшее к нарезаемому |
|
В выкладках (2) целесообразно принять коэффициент,
равный 9, позволяющий использовать шестерни основного набора с числом зубьев
z
= 45,
z
= 72,
z =
90.
После вычислений по чертежу (рисунок 8.13 для станков
16К20, 16К20П, 16К20Г и рисунок 8.14 для станка 16К25) следует проверить возможность
сцепления шестерен найденных комбинаций. При этом надо помнить, что число зубьев
у шестерни К, устанавливаемой на оси /, не должно превышать 88 при модуле
т = 2, а у шестерни N,
устанавливаемой на оси //, — 73 при том же
модуле.
В связи с тем, что в выкладках (2) у сменной шестерни
N число зубьев оказалось равным 90, отношение
 заменено
тождественным ему отношением заменено
тождественным ему отношением
 ,
отвечающим вышеизложенным условиям. ,
отвечающим вышеизложенным условиям.
Как показывают получившиеся комбинации сменных
шестерен, для нарезания метрической резьбы с шагом
t=18
мм на станках 16К20, 16К20П, 16К20Г нужно воспользоваться сменными
шестернями основного набора.
Для станка 16К25 нужно дополнительно по типовому
чертежу (рисунок 8.15) изготовить шестерню с числом зубьев
z
=81 и модулем т=2.
Следует обратить внимание на то, что эта шестерня
входит в дополнительный набор сменных шестерен, поставляемых по особому заказу.
При наличии такого набора необходимость изготовления ее отпадает.
При настройке станка для нарезания метрической
резьбы с шагом t=18
мм следует установить комбинацию
сменных шестерен или (на
станке 16К25) и рукоятки 5 и 7 поставить соответственно в положения
II
и А или // и С, т. е. для нарезания
метрической резьбы с шагом t
= 20 (по таблице рисунка 10), а рукояткой /
установить соответствующий ряд чисел оборотов шпинделя. (на
станке 16К25) и рукоятки 5 и 7 поставить соответственно в положения
II
и А или // и С, т. е. для нарезания
метрической резьбы с шагом t
= 20 (по таблице рисунка 10), а рукояткой /
установить соответствующий ряд чисел оборотов шпинделя.
8.12.3.7
Нарезание резьб повышенной точности при непосредственном соединении ходового
винтя со шпинделем через сменные шестерни с отключением механизма коробки подач.
Рукояткой 6 установить соответствующий вид
резьбы, а рукоятку 7 поставить в нейтральное положение, обозначенное стрелкой
(для исключения холостого вращения механизма коробки подач).
Подбор сменных шестерен для нарезания определенного
шага резьбы повышенной точности производится по формуле

Для нарезания этих резьб при помощи комплекта сменных
шестерен, поставляемых заводом, следует воспользоваться данными, приведенными в
правой нижней колонке таблицы (рисунок 8.11 и 8.12). Как видно из таблицы, при помощи
шестерен основного набора можно нарезать метрические резьбы повышенной точности
с шагами t
= 5 мм,
t=10
мм, t
= 12 мм.
Остальные шаги метрических резьб и дюймовые резьбы,
указанные в таблице, могут быть нарезаны при использовании дополнительного
набора сменных шестерен, поставляемых по особому заказу.
12.3.8.
Нарезание многозаходных резьб.
Нарезание многозаходных резьб производится в
соответствии со схемой, изображенной в правой верхней части таблицы (рисунки 8.11 и
8.12).
1. Рукоятки 8 и 16 должны находиться в
средних положениях.
2. Рукояткой 15 включить гайку ходового винта.
3. Рукоятками / и 2 по таблице, помещенной на
шпиндельной бабке, установить требуемое число
оборотов шпинделя, а рукоятками 5 и 7 — необходимое значение хода нарезаемой
резьбы.
4. Проворачивая вручную фланец 24 (рисунки 8.16 и
8.19), совместить нанесенный на нем указатель-стрелку с одной из рисок
делительного кольца 21 шпинделя, обозначенной каким-либо числом.
5. При нарезании резьб с шагами в пределах
метрических и модульных от 0,5 до 7, дюймовых и питчевых от 56 до 4, расцепление
шпинделя с кинематической цепью станка для деления на число заходов производить
посредством установки рукоятки 3 в положение, отмеченное специальным
символом, обозначающим отключение шпинделя. Для остальных шагов резьб
расцепление осуществлять поворотом рукоятки 1 из фиксированного в
ближайшее промежуточное положение, отмеченное аналогичным символом, в
направлении, указанном стрелкой, изображенной на ступице рукоятки.
6. Деление на число заходов производить путем
поворота вручную шпинделя на число рисок, соответствующее числу заходов
нарезаемой резьбы (при двух заходах — на 30 рисок, при трех — на 20, при четырех
— на 15 и т. д.).
7. Рукоятку 1 или 3 установить в
исходное положение.
8. Прорезать нитку резьбы.
9. При последующем делении операции, изложенные в
пунктах 5—8, повторить подобным образом.
|