|
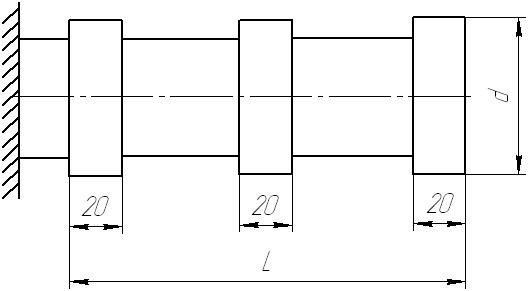
Образец закрепляют на
станке в патроне или шпинделе, например, в отверстии, и производят
обработку торцовой поверхности.
Проверку плоскостности обработанной поверхности производят одним из
следующих методов
2.2.1
Проверка при помощи индикатора на станке
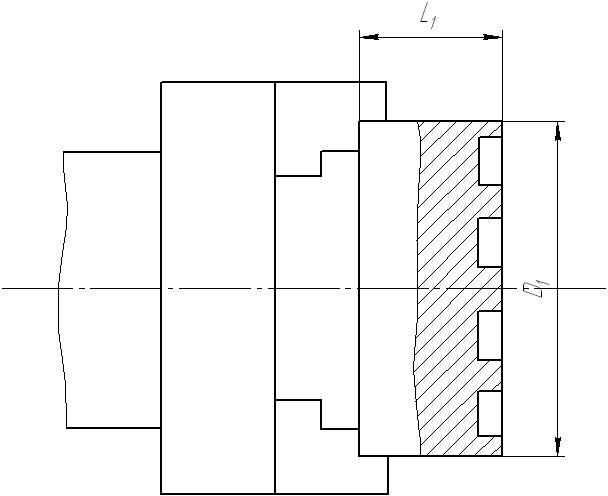
Проверку производят, не
снимая образец со станка. Индикатор укрепляют на суппорте так,
чтобы его измерительный наконечник касался проверяемой поверхности
и был ей перпендикулярен. Верхнюю часть суппорта перемещают в
поперечном направлении на длину, равную или несколько больше
D1.
Отклонение определяют как половину наибольшей алгебраической
разности показаний индикатора
2.2.2
Проверка при помощи контрольной линейки и индикатора (или
концевых мер длины, плиток или щупа)
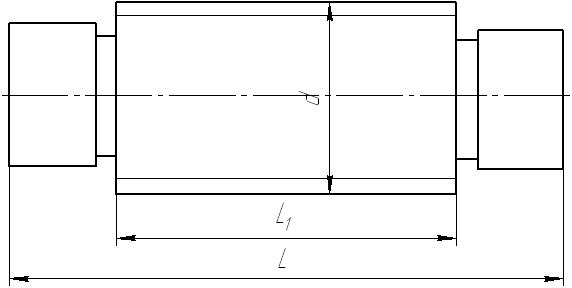
На проверяемой поверхности
устанавливают линейку поочередно в осевых и других различных
сечениях. Индикатор устанавливают рядом и касаются
измерительным наконечником линейки.
Отклонение определяют как
наибольшую алгебраическую разность показаний индикатора
при его перемещении. Допускается проверка с помощью щупа |