6.13 Шероховатость
поверхности. Справочные данные
Таблица
6.21 - Классификация и
обозначения по ГОСТ 2789—73
|
Среднее арифметическое отклонение профиля
Rа
в мкм |
Высота неровностей
Rz,
мкм |
Базовая длина
l,
мм
|
Класс
чистоты поверхности |
Обозначение |
|
не более |
|
80
40
20 |
320
160
80 |
8 |
1
2
3 |
 1 1
2
3 |
|
10
5 |
40
20 |
2,5 |
4
5 |
4
5 |
|
2,5
1,25
0,63 |
10
6,3
3,2 |
0,8 |
6
7
8 |
6
7
8 |
|
0,32
0,16
0,08
0,04 |
1,6
0,8
0,4
0,2 |
0,25 |
9
10
11
12 |
9
10
11
12 |
|
0,02
0,01 |
0,1
0,05 |
0,08 |
13
14 |
13
14 |
|
П р и м е ч а н и е
1. Для классов 6-12 основной является
шкала
Rа,
а для классов 1-5, 13 и 14 – шкала
Rz
2. Базовая длина
l
– длина участка поверхности, выбирается для измерения шероховатости
без учета других видов неровностей, имеющих шаг больше
l |
|
Таблица
6.22 - Шероховатость
поверхности цилиндрических и конических отверстий
|
Вид отверстий |
Квалитет |
Диаметр, мм |
Среднее арифме
тическое отклонение профиля
Rа, мкм |
Высота неровностей
Rz,
мкм |
Класс чистоты поверхности |
|
не более |
|
Посадочные цилиндрические |
6 |
Св. 3 до 50
Св.50 до 500 |
0,63
1,25 |
3,2
6,3 |
8
7 |
|
7 |
Св. 1 до 10
Св. 10 до 180
Св.180 до 500 |
0,63
1,25
2,5 |
3,2
6,3
10 |
8
7
6 |
|
9 |
Св. 1 до 18
Св. 18 до 360
Св. 360 до 500 |
1,25
2,5
5 |
6,3
10
20 |
7
6
5 |
|
11 |
Св. 1 до 10
Св. 10 до 120
Св. 120 до 500 |
2,5
5
10 |
10
20
40 |
6
5
4 |
|
|
Св. 1 до 18
Св. 18 до 500 |
5
10 |
20
40 |
5
4 |
|
В гидроцилиндрах под
поршневые кольца |
Все
диаметры |
0,32 |
1,6 |
9 |
|
В пневмоцилиндрах под манжеты |
0,32 |
1,6 |
9 |
|
Под пиноль задней бабки |
0,63 |
3,2 |
8 |
|
Конические под штифты и рукоятки |
1,25 |
6,3 |
7 |
|
Конические в кранах под пробки |
Притереть
0,63 |
Притереть
0,63 |
Притереть
8 |
|
|
|
Таблица
6.23 - Шероховатость
поверхности цилиндрических и конических валов
|
Вид валов |
Квалитет |
Диаметр, мм |
Среднее арифме
тическое отклонение профиля
Rа, мкм |
Высота неровностей
Rz,
мкм |
Класс чисто-
ты поверх
ности * |
|
не более |
|
Посадочные цилиндрические |
6 |
Св. 3 до 30
Св. 30 до 500 |
0,32
1,25 |
1,6
3,2 |
9
8 |
|
7 |
Св. 1 до 10
Св. 10 до 120
Св. 120 до 500 |
0,32
0,63
1,25 |
1,6
3,2
6,3 |
9
8
7 |
|
9 |
Св. 1 до 6
Св. 6 до 80
Св. 80 до 500 |
0,63
1,25
2,5 |
3,2
6,3
10 |
8
7
6 |
|
11 |
Св. 3 до 30
Св. 30 до 500 |
2,5
5 |
10
20 |
6
5 |
|
12 |
Св. 6 до 80
Св. 80 до 500 |
5
10 |
20
40 |
5
4 |
|
Штоки пневматических и гидравлических цилиндров;
шейки валов под уплотнения |
Все диаметры |
0,63 |
3,2 |
8 |
|
Конические штифты |
1,25 |
6,3 |
7 |
|
Пробки кранов |
0,63 |
3,2 |
8 |
|
|
|
Таблица
6.24 - Шероховатость
боковых поверхностей профилей зубьев и резьб
|
Детали |
Точность |
Среднее арифме
тическое отклонение профиля
Rа, мкм |
Высота неровностей
Rz,
мкм |
Класс чистоты поверхности * |
|
не более |
|
Цилиндрические зубчатые колеса с прямыми и косыми
зубьями |
5 и 6-я степени точности (6-й квалитет) |
0,63 |
3,2 |
8 |
|
6 и 7-я степени точности (7-й квалитет) |
1,25
при модуле
т
≤ 3 мм
2,5
при модуле
т
> 3 мм |
6,3
при модуле
т
≤ 3 мм
10
при модуле
т
> 3 мм |
7
при модуле
т
≤ 3 мм
6
при модуле
т
> 3 мм |
|
8-я степень точности (9-й квалитет) |
2,5 |
10 |
6 |
|
Рейки |
Нормальной точности
Повышенной точности |
2,5
1,25 |
10
6,3 |
6
7 |
|
Конические зубчатые колеса |
8-я степень точности (7-й квалитет)
9-я степень точности (9-й квалитет) |
1,25
2,5 |
6,3
10 |
7
6 |
|
Червяки |
6 и 7-я степени точности (7-й квалитет)
8-я
степень точности (9-й квалитет) |
1,25
1,25 |
6,3
6,3 |
7
7 |
|
Червячные колеса |
6 и 7-я степени точности (7-й квалитет)
8-я степень
точности (9-й квалитет) |
2,5
2,5 |
10
10 |
6
6 |
|
Звездочки для роликовых цепей |
Нормальной точности |
2,5 |
10 |
6 |
|
Звездочки для зубчатых цепей |
Нормальной точности |
2,5 |
10 |
6 |
|
Шкивы клиноременных передач |
Нормальной точности |
1,25 |
6,3 |
7 |
|
Гайки с трапецеидальной резьбой |
7-й квалитет
9-й квалитет
11-й квалитет |
1,25
1,25
2,5 |
6,3
6,3
10 |
7
7
6 |
|
Винты с трапецеидальной резьбой |
7-й квалитет
9-й квалитет
11-й квалитет |
0,63
1,25
2,5 |
3,2
6,3
10 |
8
7
6 |
|
Резьбы метрические, трубные, конические |
7-й квалитет
9-й и 11-й квалитет |
1,25
2,5 |
6,3
10 |
7
6 |
|
|
|
Таблица
6.25 - Шероховатость
поверхностей шлицевых и шпоночных
соединений
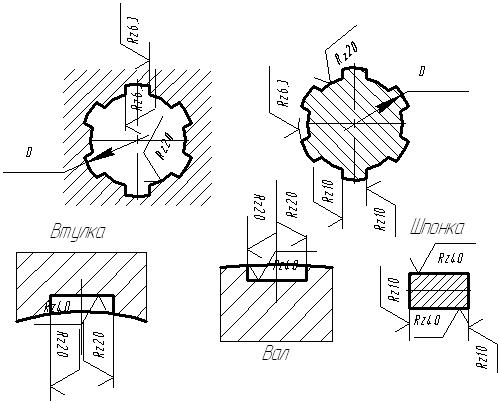
Просмотреть ближе
Таблица
6.26 - Шероховатость
поверхности, получаемая при различных способах механической
обработки
|
Способ обработки |
Обрабатываемый материал |
Среднее арифме
тическое отклонение профиля
Rа, мкм |
Высота неровностей
Rz,
мкм |
Класс чистоты
поверхности |
|
не более |
от |
до |
|
Плоскости |
|
Резка на ножницах |
Сталь
Латунь |
80-40 |
320-160 |
~
1 |
2
3 |
|
Обточка торцов |
Сталь
Бронза |
20-2,5 |
40-6,3 |
3
4 |
6
7 |
|
Обточка торцов отделочная |
Сталь
Бронза |
1,25-0,63
1,25-0,32 |
6,3-3,2
6,3-1,6 |
7
7 |
8
9 |
|
Строгание |
Сталь
Бронза |
20-5
20-5 |
80-20
80-20 |
3
3 |
5
5 |
|
Строгание отделочное |
Сталь
Бронза |
5-1,25
2,5-0,63 |
20-6,3
10-3,2 |
5
6 |
7
8 |
|
Фрезерование периферией фрезы |
Сталь
Бронза |
20-5
10-2,5 |
80-20
40-10 |
3
4 |
5
6 |
|
Фрезерование периферией фрезы отделочное |
Сталь
Бронза |
2,5-0,63
1,25-0,32 |
10-3,2
6,3-1,6 |
6
7 |
8
9 |
|
Фрезерование торцом фрезы |
Сталь
Бронза |
20-5
10-2,5 |
80-20
40-10 |
3
4 |
5
6 |
|
|
Способ обработки |
Обрабатываемый
материал |
Среднее арифме
тическое отклонение профиля
Rа, мкм |
Высота неровностей
Rz,
мкм |
Класс чистоты
поверхности |
|
не более |
от |
до |
|
Фрезерование торцом фрезы отделочное |
Сталь
Бронза |
2,5-0,63
1,25-0,32 |
10-3,2
6,3-1,6 |
6
7 |
8
9 |
|
Протягивание |
Сталь
Бронза |
10-2,5
5-1,25 |
40-10
20-6,3 |
4
5 |
6
7 |
|
Протягивание отделочное |
Сталь
Бронза |
1,25-0,63
1,25-0,32 |
6,3-3,2
6,3-1,6 |
7
7 |
8
9 |
|
Шлифование торцом круга
Шлифование периферией круга
Полирование |
Сталь
Сталь
Сталь |
10-1,25
5-0,63
1,25-0,32 |
40-6,3
20-3,2
6,3-1,6 |
4
5
7 |
7
8
9 |
|
Притирка шаржированным инструментом |
Сталь
Бронза |
0,32-0,04
0,32-0,04 |
1,6-0,2
1,6-0,2 |
9
9 |
12
12 |
|
Валы |
|
Точение |
Сталь
Бронза |
20-2,5
10-1,25 |
80-10
40-6,3 |
3
4 |
6
7 |
|
Точение отделочное |
Сталь
Бронза |
1,25-0,32
0,63-0,16 |
6,3-1,6
3,2-0,8 |
7
8 |
9
10 |
|
Центровое шлифование
Центровое шлифование отделочное Бесцентровое
шлифование
Бесцентровое шлифование доводочное Полирование |
Сталь
Сталь
Сталь
Сталь
Сталь |
5-1,25
1,25-0,16
5-1,25
1,25-0,32
1,25-0,16 |
20-6,3
6,3-0,8
20-6,3
6,3-0,8
6,3-1,6 |
5
7
5
7
7 |
7
10
7
10
9 |
|
Притирка шаржированным инструментом |
Сталь
Бронза |
0,63-0,32
0,63-0,32 |
3,2-1,6
3,2-1,6 |
8
8 |
9
9 |
|
Притирка отделочная |
Сталь
Бронза |
0,32-0,04
0,32-0,04 |
1,6-0,2
1,6-0,2 |
9
9 |
12
12 |
|
Полирование абразивными брусками (суперфиниш) |
Сталь |
0,32-0,04 |
1,6-0,2 |
9 |
12 |
|
Отверстия |
|
Сверление |
Сталь
Бронза |
20-5
10-2,5 |
80-20
40-10 |
3
4 |
5
6 |
|
Растачивание |
Сталь
Бронза |
20-1,25
10-0,63 |
80-6,3
40-3,2 |
3
4 |
7
8 |
|
Растачивание отделочное |
Сталь
Бронза |
1,25-0,63
0,63-0,32 |
6,3-3,2
3,2-1,6 |
7
8 |
8
9 |
|
|
Способ обработки |
Обрабатываемый материал |
Среднее арифме
тическое отклонение профиля
Rа, мкм |
Высота неровностей
Rz,
мкм |
Класс чистоты
поверхности |
|
не более |
|
от |
до |
|
Зенкерование |
Сталь
Бронза |
20-2,5
10-1,25 |
80-10
40-6,3 |
3
4 |
6
7 |
|
Развертывание |
Сталь
Бронза |
5-2,5
5-1,25 |
20-10
20-6,3 |
5
5 |
6
7 |
|
Развертывание отделочное |
Сталь
Бронза |
2,5-0,63
0,63-0,32 |
10-3,2
3,2-1,6 |
6
8 |
8
9 |
|
Протягивание |
Сталь
Бронза |
2,5-0,63
5-1,25 |
10-3,2
20-6,3 |
6
5 |
8
7 |
|
Протягивание отделочное |
Сталь
Бронза |
1,25-0,63
0,63-0,32 |
6,3-3,2
3,2-1,6 |
7
8 |
8
9 |
|
Шлифование |
Сталь |
2,5-0,63 |
10-3,2 |
6 |
8 |
|
Притирка абразивными брусками (хонингование) |
Сталь |
0,63-0,32 |
3,2-1,6 |
8 |
9 |
|
Притирка абразивными брусками (хонингование)
отделочное |
Сталь |
0,32-0,04 |
1,6-0,2 |
9 |
12 |
|
Притирка шаржированным инструментом |
Сталь
Бронза |
0,63-0,32
0,63-0,32 |
3,2-1,6
3,2-1,6 |
8
8 |
9
9 |
|
Доводка отделочная |
Сталь
Бронза |
0,32-0,04
0,32-0,04 |
1,6-0,2
0,32-0,04 |
9
9 |
12
12 |
|
Полирование абразивными брусками (суперфиниш) |
Сталь |
0,32-0,04 |
1,6-0,2 |
9 |
2 |
|
Поверхности зубьев шестерен |
|
Способ обработки |
Среднее арифме
тическое отклонение профиля
Rа, мкм |
Высота неровностей
Rz,
мкм |
Класс чистоты
поверхности |
Примечание |
|
не более |
от |
до |
|
Зачистка мелкозубой
фрезой (шевингование) |
1,25-0,63 |
6,3-3,2 |
7 |
8 |
Для зубострогания, зубофрезерования и
зубошлифования чистота поверхности соответствует получаемой
при строгании, фрезеровании и шлифовании |
|
Притирка |
0,63-0,32 |
3,2-1,6 |
8 |
9 |
|
|